ආසන පෙන යනු සාමාන්යයෙන් පොලියුරේතන් පෙන වලට යොමු වන අතර එය සංරචක දෙකක ද්රව්ය සහ ඊට අනුරූප ආකලන සහ අනෙකුත් කුඩා ද්රව්ය වලින් සාදා ඇති අතර ඒවා අච්චු හරහා පෙණ දමනු ලැබේ.සම්පූර්ණ නිෂ්පාදන ක්රියාවලිය ක්රියාවලි තුනකට බෙදා ඇත: සූදානම් කිරීමේ අදියර, නිෂ්පාදන අදියර සහ පසු සැකසුම් අදියර.
1. සූදානම් කිරීමේ අදියර - පැමිණෙන පරීක්ෂාව + මිශ්ර කිරීම
①පැමිණෙන ද්රව්ය පරීක්ෂාව:
පොලිඑතර් වල ජල අන්තර්ගතය සහ දුස්ස්රාවීතාවය අවශ්යතා සපුරාලන්නේ දැයි ප්රධාන වශයෙන් පරීක්ෂා කරන්න.මෙම අයිතමය උතුරේ ශීත ඍතුවේ දී විශේෂයෙන් වැදගත් වේ.
ලැබෙන ද්රව්ය සඳහා නොමිලේ පෙන අත්හදා බැලීම් නිෂ්පාදනය ද සිදු කරනු ලැබේ, ප්රධාන වශයෙන් ඒවා නිෂ්පාදන තත්ව අවශ්යතා සපුරාලන්නේ දැයි පරීක්ෂා කිරීම සඳහා බරයි.
②මිශ්ර කිරීම:
ස්ථාපිත සූත්රය අනුව මිශ්ර කිරීම සිදු කරනු ලබන අතර, ස්වයංක්රීය මිශ්ර කිරීමේ උපකරණ දැනට භාවිතා වේ.FAW-Volkswagen හි ආසන ෆෝම් පද්ධතිය වර්ග දෙකකට බෙදා ඇත: සංයුක්ත ද්රව්ය සහ ස්වයං-මිශ්ර ද්රව්ය.
සංයෝජන ද්රව්ය :) A+B මිශ්ර විසඳුම් දෙකක් සෘජුවම මිශ්ර වේ
ස්වයං-බැච් කිරීම: POLY මිශ්ර කරන්න, එනම් මූලික පොලිතර් + POP + ආකලන, ඉන්පසු POLY සහ ISO මිශ්ර කරන්න

2. නිෂ්පාදන අදියර - ලූප් නිෂ්පාදනය
සාමාන්යයෙන්, ලූප් නිෂ්පාදනය අනුගමනය කරනු ලැබේ, ප්රධාන වශයෙන් පහත පරිදි වත් කිරීම, සෑදීම, අච්චු කිරීම සහ අච්චු පිරිසිදු කිරීම වැනි ක්රියාවලීන් කිහිපයක් හරහා:
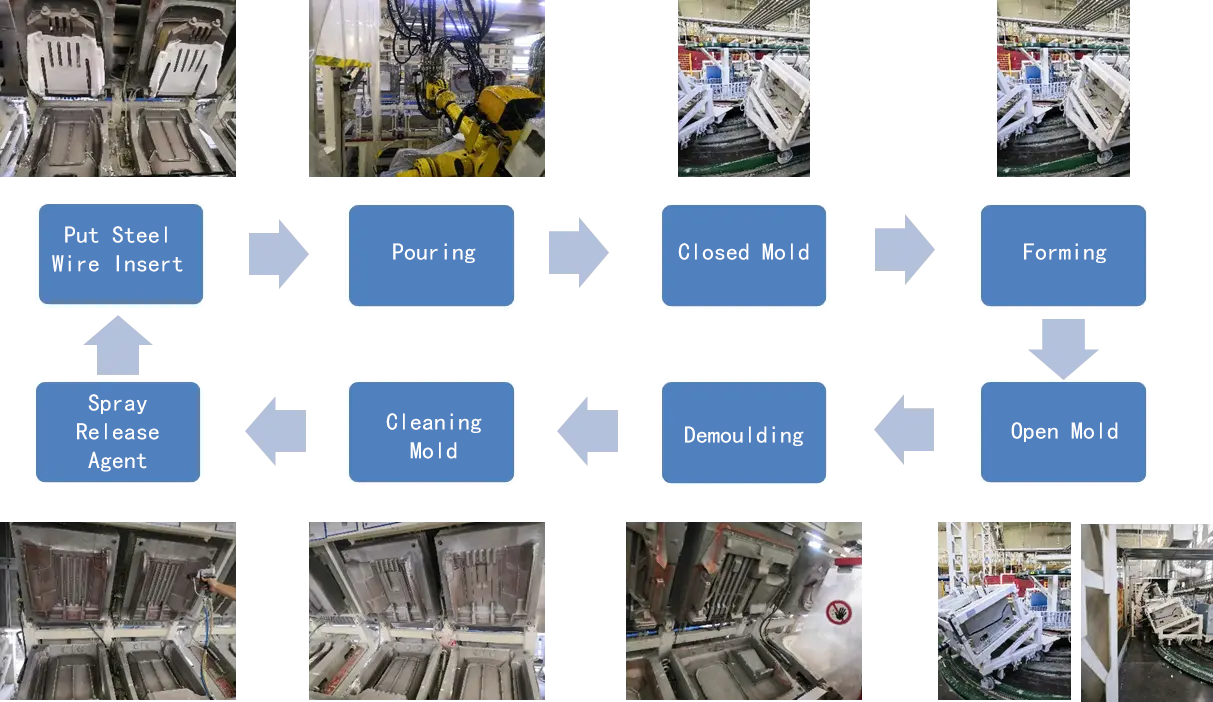
ඒවා අතර, වත් කිරීම යතුර වන අතර එය ප්රධාන වශයෙන් වත් කරන හසුරුවන්නා විසින් සම්පූර්ණ කරනු ලැබේ.ආසන පෙණෙහි විවිධ ස්ථාන අනුව විවිධ වත් කිරීමේ ක්රියා පටිපාටි භාවිතා කරනු ලැබේ, එනම් විවිධ කලාපවල පෙන වත් කරනු ලැබේ, ක්රියාවලි පරාමිතීන් වෙනස් වේ (පීඩනය, උෂ්ණත්වය, සූත්රය, පෙණ නඟින ඝනත්වය, වත් කිරීමේ මාර්ගය, ප්රතිචාර දර්ශකය).
3. පසු-සැකසුම් අදියර - කැණීම, කැපීම, කේතීකරණය, අලුත්වැඩියා කිරීම, සයිලන්සර් ඉටි ඉසීම, වයසට යාම සහ අනෙකුත් ක්රියාවලීන් ඇතුළුව
①කුහරය - විවෘත කිරීමේ අරමුණ වන්නේ නිෂ්පාදන විරූපණය වැළැක්වීම සහ ප්රත්යාස්ථතාව වැඩි කිරීමයි.රික්තක adsorption වර්ගය සහ රෝලර් වර්ගයට බෙදා ඇත.
පෙන අච්චුවෙන් පිටතට පැමිණි පසු, හැකි ඉක්මනින් සෛල විවෘත කිරීම අවශ්ය වේ.කෙටි කාලය, වඩා හොඳ, සහ දීර්ඝතම කාලය 50 නොඉක්මවිය යුතුය.
②Edge trimming-foam පුස් පිටකිරීමේ ක්රියාවලිය හේතුවෙන්, පෙන අද්දර සමහර ෆෝම් ෆ්ලෑෂ් නිපදවනු ඇත, එය ආසනය ආවරණය කිරීමේදී පෙනුමට බලපාන අතර අතින් ඉවත් කළ යුතුය.
③කේතීකරණය - නිෂ්පාදන දිනය සහ ෆෝම් කාණ්ඩය සොයා ගැනීමට භාවිතා කරයි.
④අළුත්වැඩියා කිරීම - නිෂ්පාදන ක්රියාවලියේදී හෝ ඩිමෝල්ඩින් ක්රියාවලියේදී ෆෝම් සුළු ගුණාත්මක දෝෂ ඇති කරයි.සාමාන්යයෙන්, දෝෂ අලුත්වැඩියා කිරීම සඳහා මැලියම් භාවිතා වේ.කෙසේ වෙතත්, FAW-Volkswagen විසින් මතුපිට A අලුත්වැඩියා කිරීමට ඉඩ නොදෙන බව නියම කරන අතර, අලුත්වැඩියා මෙහෙයුම් සීමා කිරීම සඳහා විශේෂ තත්ත්ව ප්රමිතීන් ඇත..
⑤ශබ්ද අවශෝෂණ ඉටි ඉසින්න - කාර්යය වන්නේ ශබ්දය ජනනය කිරීම සඳහා පෙන සහ ආසන රාමුව අතර ඝර්ෂණය වැළැක්වීමයි.
⑥වයසට යාම - අච්චුවෙන් පෙන අච්චුවකින් පසු, පෙණ නඟින ද්රව්ය සාමාන්යයෙන් සම්පූර්ණයෙන්ම ප්රතික්රියා නොකරන අතර, ක්ෂුද්ර ප්රතික්රියා අවශ්ය වේ.සාමාන්යයෙන්, පෙන සුව කිරීම සඳහා කැටෙනරි සමඟ වාතයේ පැය 6-12 අතර කාලයක් අත්හිටුවනු ලැබේ.

විවෘත

කප්පාදු කිරීම

පශ්චාත්-ඉදෙමින්
Volkswagen හි සීට් ෆෝම් අඩු ගන්ධයක් සහ අඩු විමෝචනයක් සහිත විශිෂ්ට සුවපහසුවක් සහ පාරිසරික ආරක්ෂාවක් ඇති බව හරියටම එවැනි සංකීර්ණ ක්රියාවලියක් නිසා ය.
පසු කාලය: පෙබරවාරි-15-2023